 |
| January 28, 2014 | Volume 10 Issue 04 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Plastic Injection Molding Tips:
There's a right time to 'lay down' on the job
By Gus Breiland, Customer Service Engineer Manager, Proto Labs
Imagine that you're molding a simple straight-sided cup. The traditional approach is to make it in a two-part mold, with the A-side forming the outside of the cup and the B-side forming the inside. As long as both sides are suitably drafted to facilitate ejection, it's all very simple. But add a C-handle, and it gets a little more complicated. Because the handle acts as an undercut, you'll lay the cup on its side, form the outside with A- and B-side mold halves meeting at the handle, and use a side-action to form the inside.
So, does handle mean side-action, and no handle mean no side-action? Not necessarily. There are actually cases in which your cup (or tube or similar design) will "lay down" and require a cam even though it has no handle or other feature acting as an undercut. The good news is that you don't actually have to decide whether a design needs to lay down for molding; ProtoQuote will do that for you by sending back a quote that includes a side-action even though your design has no undercuts. The purpose of this tip is to tell you why that might happen.
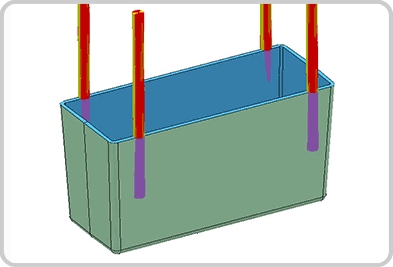
Figure 1
The most common reason for laying down a cup-shaped design is to avoid problems with gate, vent, and ejector pin placement. In a standard two-part mold (see Figure 1), the parting line between mold halves is at the lip of the cup. In a small cup, say 3/4-in. diameter, this creates all sorts of problems. First, the usual place for ejector pins to push in order to eject the cup from the B-side mold half is the lip. That might be OK for a large cup or tube, but the wall of a small cup is thin and could be damaged by the pins.
Next is the issue of gating. A tab gate must be located along the parting line, and since the parting line of your cup in a two-part mold would be at the lip of the cup, resin must travel along the thin wall of the cup and would almost certainly have difficulty filling the mold. Uneven lateral pressure could push mold components out of position, cause uneven filling, and produce a cup that's thicker on one side than the other. And the last place resin would fill is the base of the cup, where there's no way to vent the air being displaced.
The solution for a large cup would be to use a two-part mold with a hot-tip gate at the center of the cup's base. This would ensure thorough fill and even distribution of resin and allow venting at the parting line. Unfortunately, a hot-tip gate may not work for a small part. If the volume of the part isn't large enough to run out the resin in the hot tip, resin left behind could degrade, affecting the next part molded.
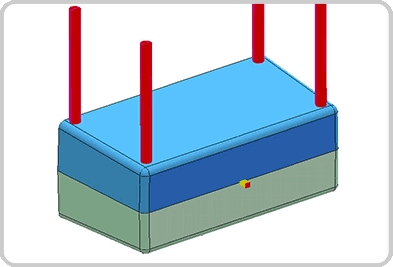
Figure 2
Laying the cup down and using a side-action to form the inside solves all these problems (see Figure 2). Here the parting line runs across the cup's base, down the sides of the cup, and around the lip. A parting line across the base allows the use of a tab gate at the center of the base, eliminating possible hot-tip problems while still ensuring even, thorough fill. And the long parting line provides convenient locations for vents.
That's how laying down a design solves problems, but there are bonuses as well. Laying down a cup and using a side-action significantly increases the millable depth of a cup and reduces the need for draft. Protomold's process can only mill to a depth of 4 in., so a cup made in a two-part mold could only be that tall. A cup between 2 and 4 in. deep would be millable but would require 2 to 3 degrees of draft, which could be problematic. If, on the other hand, you lay the cup down, there are no longer vertical external sides limiting the cup's height or requiring draft. The side-action that forms the inside of the cup would still have vertical sides, but instead of requiring the 2 to 3 degrees of draft typically required if it were formed by half of a two-part mold, it would need just 1/2 degree of draft.
In summary, while using a cam can increase the cost of molding, it can also deliver significant benefits and may prove to be well worthwhile. So if ProtoQuote sends you side-actions you didn't expect and you have questions, please feel free to call Protomold at 877.479.3680.
Read past Protomold Design Tips here.
Published January 2014
Rate this article
View our terms of use and privacy policy